fzfzjx导读:纺丝的质量关乎纺织企业的利益,假捻变形机及部件的选择与维修就非常关键了。这里要说的不是整个假捻变形机,因为内容太过庞大而复杂,无法用一篇简单的技术文章来描述,所以这里只对机械中一个名为假捻器中的假捻器轴承的改进等技术分享经验共同交流心得。
方法一:改进定位套圈装配工艺
提高生产效率
假捻器轴承除保证本身达到所需的设计精度外,在使用过程中,由于定位套圈的位置高度直接影响到摩擦盘的安装高度,因此对此项要求也极为严格。
假捻变形机关键部件假捻器轴承的技术改进经验交流
衡阳纺织机械有限公司在轴承的装配过程中对定位套圈的压配方法进行了一系列的研究和改进,目前此技术近趋成熟。
假捻变形机关键部件假捻器轴承的技术改进经验交流
通过使用千分表量化装配行程,合格率达到96%以上,在节省装配时间的同时,提高了生产效率,降低了劳动强度,节约了生产成本。同时将新的压配工序改为:预压→压配到预定余量尺寸→压配到位→检验→复压。其中预压工序将定位套圈定位在芯轴近端面位置,保证孔与轴的同心度及端面与轴心线的垂直度;增加了压配到预定余量尺寸工艺,即轴承在压配到(12.5±0.025)毫米前预留一定余量,此后压配到位工艺由原工序补压中的立式螺旋压配法改为卧式螺旋压配法。
在压配的过程中,当测头与轴承外圈左端面接触后,此时转动手柄力不可过大,注意观察千分表示值,达到设定范围即可,否则继续受力,将会小于(12.5±0.025)毫米尺寸,造成尺寸超差。通过对假捻器轴承定位套圈装配方法及装配工装进行改进,使压配工装结构简洁,更易加工。卧式工装仅需操作人员侧面施力,相比立式工装抬手施力,更有利于操作并降低劳动强度。由于千分表打表读数,将此项技术要求进行量化,有利于将产品一次性加工到位,提高产品合格率及生产效率,适用于大批量生产。
方法二:提高假捻器轴承振动等级
替代进口产品
我公司提出与FK6-1000加弹机配套的假捻器轴承要采用本公司产品,替代进口。为了提高振动等级,公司制造了1台假捻器轴承结合件的清洗机,并对专机清洗效果进行了验证,成套轴承清洁度检测合格率为98%~100%。随后又采购的3MZ312-2C和3MZ324-2C两台超精机完成验收工作,并顺利完成机床的调试工作。由新工艺生产的轴承沟道精度检测合格率达98%~100%。
零件超精质量得到明显改善,同时在XTT双筒显微镜下发现沟道纹理清晰、均匀。购进的3台3MZ147D-S全自动纺织轴承外圈沟道磨床提高了沟道磨加工精度,为沟道超精工序奠定了更有利的基准。变频超精机使沟道质量明显提高,达到了预期的效果。
公司顺利完成了2台MMB1420和1台3MB135D-S精密过滤改造,增加了20微米~15微米过滤芯,轴承壳由3MZ147D-S加工,该机床冷却箱在机床验收时已经协调改进成功。在对改进过的冷却箱出来的磨削液进行的检查中,磨削液清洁度检测*合格。
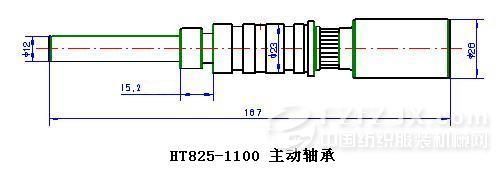
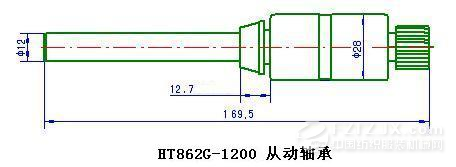
抽测的冷却液在XTT双筒显微镜下发现沟道内缺陷明显减少,蝌蚪缺陷已经消失,只有个别零件沟道底部存在亮丝,由此可见,该措施是有效的。公司还将HT、JZ主从动轴承原注脂量为0.6克,更改为0.35~0.5克,并改进了注脂机工装。
公司采购了尼康金相显微镜,将高频淬火的金相制成照片,公司热处理主管与轴承研究所、南方热处理等专家一起研究,制定了QJ/XFZ05.0501《高频铬轴承钢零件高频感应淬火有效硬度层深度测定和金相检验标准》,对轴承零件淬火的金相情况进行检测,*合格。
方法三:改进分体式假捻器轴承工艺
降低加工难度
衡阳纺织机械有限公司利用对分体式轴承进行了一系列的改进,在保证产品质量和使用性能的同时,将分体式的两套标准轴承用双沟整体轴承加以替代,既便与生产制造,同时又降低了生产成本。
原分体式假捻器轴承的芯轴一般采用45钢等材料,改进后芯轴采用GCr15材料,并且新型芯轴结构形式综合原标准轴承内圈和原芯轴作用,将双沟同时磨于芯轴上;同时外圈采用整体式结构,将双沟同时磨于同一个外圈孔内。
另外,产品外圈、芯轴外圈的磨加工等技术都要求尽可能在生产中一次性加工完成,替代了两套标准轴承分别加工的过程,保证了产品尺寸及精度的一致性,减少了产品零件数,降低了轴承在成套假捻器中的装配难度,从而降低了生产成本,可更好地应用于假捻器。
装配改进后整体式假捻器轴承时,芯轴沟道与外圈沟道通过钢球和保持架一次性装配成功,替代了标准轴承的两次装配过程,节省了装配时间,提高了生产效率;同时整体式轴承也有利于轴承振动各项技术指标的测量。为保证整体轴承润滑充分,在外圈中部加钻一加油孔,加油时油脂从油孔进入轴承内腔,保证沟道充分润滑,使用时可根据工作周期定时给轴承补油,相较于标准轴承无法补油,可提高轴承使用寿命。
目前,此种改进后的整体式假捻器轴承,其外圈、芯轴沟道均可在磨床上一次性加工完成,保证了产品各技术要求的一致性和稳定性,能一次性装配成套;其加油孔的设计,可保证轴承的充分润滑。新型轴承替代了分体式轴承,不仅降低了加工难度和生产成本,而且得到用户广泛的应用和认可。


 企业直播推荐
企业直播推荐


恒温箱二氧化碳传感器价格
型号:GMP251气瓶柜厂家
型号:CMQ1F-S-B便携式温湿度记录仪怎么选型
型号:HKT-XY蜡块柜厂家
型号:450*478*1295报警式温湿度变送器哪家性价比高
型号:HKT532