-
关键词:
利华K150型圆头锁眼机
-
资料类型:
-
上传时间:
2011-09-07
-
上传人:
-
下载次数:
2099
-
需要积分:
0
-
暂无上传相关文件
-
资料简介
-
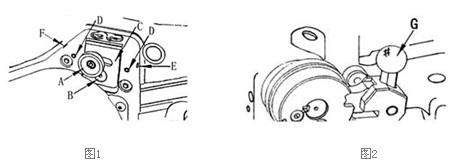
1设定调整板的位置
首先旋松螺钉A和螺钉B,将调整板移动至*位置后再拧紧螺钉B,旋松定位螺钉D,将调整螺钉E和螺钉F向外旋松(图1、图2)。
在进行下列调整前,先换上一枚新机针,将一张白纸放在压脚下方,放下压脚,往后扳停车手柄组件,转动手轮使机针在白纸上形成针迹。
2先切状态下曲折缝幅度的调整
旋松螺钉A,将其移动到先切后缝(CB)位置并拧紧。转动机器行走一个周期,使针孔留在纸上,量出曲折缝的宽度2a,2a的标准值是3.2毫米(图3)。
调整方法:向前移动螺钉A,曲折缝宽度变大,向后移动螺钉A,曲折缝宽度变小。调整完毕拧紧螺钉A,并将螺钉E向里旋,使它轻微靠紧调整板C,同时拧紧定位螺钉D(图3)。
3后切状态下曲折缝幅度的调整
旋松螺钉A,将其移动到先缝后切(CA)位置并拧紧。转动机器行走一个周期,使针孔留在纸上,量出曲折缝的宽度1a,1a的标准值是2.4毫米(图3)。
调整方法:向前移动螺钉A,曲折缝宽度变大,向后移动螺钉A,曲折缝宽度变小。调整完毕拧紧螺钉A,并将螺钉F向里旋,使它轻微靠紧调整板C,同时拧紧定位螺钉D。
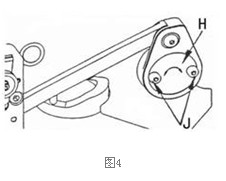
4先切状态下刀槽宽度的调整
旋松螺钉A,将其移动到先切后缝(CB)位置并拧紧。转动机器行走一个周期,使针孔留在纸上,检查2排曲折缝中间的刀槽空间2b,此时2b应为0毫米(图3)。
调整方法:旋松调整板H上的螺钉J,顺时针方向转动调整板可扩宽刀槽空间,逆时针方向转动调整板可缩窄刀槽空间,调整完毕拧紧螺钉J(图4)。
5后切状态下的刀槽宽度的调整
旋松螺钉A,将其移动到先缝后切(CA)位置并拧紧。转动机器行走一个周期,使针孔留在纸上,检查2排曲折缝中间的刀槽空间1b,1b的标准值是0.3毫米。。
调整方法:可通过图33中调整板C,向上推可扩宽刀槽空间,向下移可缩窄刀槽空间,调整完毕拧紧螺钉J。
6重新调整先切状态下的刀槽空间
旋松螺钉A,将其移动到先切后缝(CB)位置并拧紧。按上述“4先切状态下刀槽宽度的调整”来检查,如有需要重新调整。
7重新调整后切状态下的刀槽空间
旋松螺钉A,将其移动到先缝后切(CA)位置并拧紧。按上述“5后切状态下的刀槽宽度的调整”重新调整。
由于机器各部分是互相关联的,所以在“先切”或“后切”状态下的调整,是要重复多次调整才能达到预期目的。
(来源:中外缝制设备)
版权与免责声明:
①凡本网注明"来源:纺织服装机械网"的所有作品,版权均属于纺织服装机械网,转载请必须注明纺织服装机械网,。违反者本网将追究相关法律责任。
②企业发布的公司新闻、技术文章、资料下载等内容,如涉及侵权、违规遭投诉的,一律由发布企业自行承担责任,本网有权删除内容并追溯责任。
③本网转载并注明自其它来源的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品来源,并自负版权等法律责任。
④如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。