笔者公司zui近接到一批女款中长羽绒服订单,这款羽绒服不同于以往做的方法,要求先衍缝、后充绒,此款羽绒服衍缝数多达九十多条,门襟衍缝距仅4厘米,且每格必须定量充绒,这就要求在每件衣服上称量充绒九十多次。刚开始我们用以前的充绒方法,就是将羽绒称量后放入一个小的塑料漏斗,再把漏斗嘴放进预先衍缝好的衣片,用木筷子顶入衣片,这样要完成如此繁多的充绒量,实在不是一件易事。为此,笔者查找了许多关于充绒的方法,甚至到别的羽绒服厂去参观,汲取别人好的经验,回来再试验,但效果不是很理想。一次偶然的机会,我在网上看到了电脑充绒机的资料,仔细研究后发现这种充绒机一来价格比较昂贵,二来不适宜我公司的羽绒服生产。我从这款充绒机中得到启发,自已制作了一个充绒器,使用效果很好。现把它写下来,和同行朋友分享。
(1)首先取一根直径为1.5厘米、长度为20厘米的铁管,将一头磨成45°的斜边,另一头平齐,抛光后待用;另取一块厚度0.6毫米的不锈钢铁皮,剪成直径为12厘米的半圆后抛光,并以中心点为锥点,用钳子折成一个圆锥体,将边缝焊接成喇叭状,修磨锥尖,留直径为1.4厘米锥孔。然后将铁管焊接在圆锥体上(用氩弧焊)(图1)。
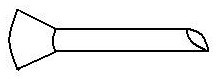
图1
(2)取一个内径为50毫米的法兰,用直径为8毫米的钻头钻两通孔,孔间距为100毫米(图2)。
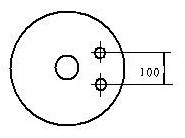
图2
(3)取一根长度为50毫米、直径为60毫米的铁管,在铁管横切面的1/3处切下。另取厚度为3毫米铁片,与铁管焊接,在铁片的中心钻直径为10毫米的孔,再将管的另一面焊接在法兰的上(预先钻好的两孔应在管口的正下方)(图3)。
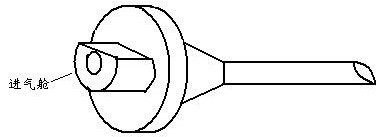
图3
(4)气嘴加工是一个很重要的环节,要求气嘴长度为50毫米,气嘴孔直径为1.5毫米,一头接8毫米气管(图4)。此气嘴可以请专业人士加工,也可到专卖气压仪表的商店去购买。
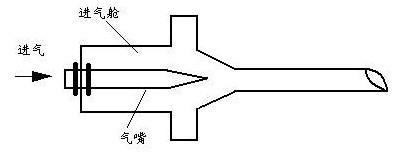
图4
(5)zui后是用2毫米的PC板做一个锥形下料斗,周围用透明的封箱胶带胶好(图5)。
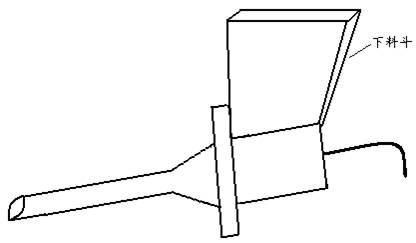
图5
(5)将做好的下料斗用螺钉固定在法兰上,下口处用AB胶粘上,不能有缝隙(胶粘处应光滑,否则容易粘绒)。然后取3根5×5的角铁,长度分别为30厘米、50厘米、50厘米,其中在50厘米的2根角铁上分别钻两个孔,并焊接成U形状(焊接时,把30厘米角铁与50厘米角铁以120°焊接,管嘴以30°倾斜为宜,这样在套衣片时会顺手很多),zui后把架子固定在平缝机台面上,接上脚板气开关和气压表,充气的压力调节为5千克为宜(图6)。

图6
使用方法:把称好的羽绒放入锥形下料斗内,将要充绒的衣片套在管子上,捏住裁片进口处,踩下踩板,通气后,羽绒顺着气流充到裁片里,既方便又简单。有兴趣的朋友不妨一试,希望能提出更好的意见,使之更加。
(作者:姜忠 来源:中外缝制设备)


 企业直播推荐
企业直播推荐


自动夹管集菌仪多少钱
型号:BY-602卫生级气体过滤器
全自动微生物限度检测仪公司
型号:BYW-G03原装在线露点仪报价
型号:SenzTX化妆品净化工程厂家