随着新型活性染料品种的开发与应用,绝大多数纯棉织物染深浓色时活性染料。但是活性染料与纤维素纤维键合时不可避免地发生水解反应,造成染后浮色较多,皂洗、水洗负担重,同时因浮色去不净而导致色牢度低,不能满足客户要求。为了提高活性染料深浓色染色织物的色牢度,企业一般采用两次高温皂洗,再加热水强力清洗,或选用牢度较好的还原染料染色,但生产工序长,水、电、汽耗量增多,而且废水色度深,排放量大,污水处理负荷大,生产成本高。
Eurolan RP皂洗酶(后续简称RP酶),能够催化分解水解染料和未固着的活性染料,分解产物的溶解度更高,能使织物上的浮色更容易、更充分地洗除,从而在确保色牢度、色泽的前提下,可减少水洗次数、水洗时间,降低水洗温度。
本文结合纯棉活性染料浸染生产实际,对RP酶用于深浓色织物后处理酶洗工艺条件进行试验,提出了符合生产要求的酶洗工艺,从而指导生产实践,达到提高活性染料纯棉深浓色织物的色牢度,满足客户要求,缩短生产时间,节约能耗、水耗和减少排放的目的。
1 试验
1.1仪器设备
IR一24P红外线高温染样机(厦门瑞比);Dactour SF-600测色仪(美国DTC); 722-分光光度仪(上海精密仪器有限公司);H-24cf耐洗色牢度仪(厦门瑞比);Y-571b型摩擦牢度仪(南通宏大纺织仪器厂);5B-3型CODcr快速测定仪(兰州连华环保科技有限公司)。
1.2试验织物
29.2tex x 29.2rex 236x236全棉丝光半制品
1.3试验药品
Eurolan RP皂洗酶(上海雅运纺织助剂有限公司)
皂洗剂Argacel SW(上海雅运纺织助剂有限公司)
活性M-3RE黄、活性M-3BE红、活性M-2GE蓝(宜兴申新染料厂)
活性B-ED黑(上海万得化工有限公司)
1.4测试方法
1.4.1 残液色度值
用722型分光光度计测试。
1.4.2 CODcr值
用CODcr快速测仪测定,采用含有铬和复合催化的特殊试剂,水样与试剂在消解器中进行快速氧化反应,反应产生三价铬离子,通过分光光度法测定其浓度,从而得出CODcr值。
1.4.3 皂洗牢度
按照IS0105-C03:1989《纺织品色牢度试验、耐洗涤色牢度:试验3》进行测试。
1.4.4 摩擦牢度
按照GB/Y 3920--1997《纺织品色牢度试验耐摩擦色牢度》方法测试。
2 试验工艺
2.1染色工艺
2.1.1 染色处方
用活性黄M-3RE、活性红M-3BE、活性深蓝M-2GE、活性黑B-ED四只染料分别染色。
染料 6%(o.w.f)
食盐 40g/L
纯碱 25 g/L
2.1.2 染色曲线
染毕,经冷水冲洗后烘干备用。
2.2染色后处理工艺
2.2.1 传统高温皂洗工艺
一般企业生产中活性染料染色浓度5%(o.W.f)以上时后处理工艺如下:
染色织物→冷洗(10min)→酸洗(冰醋酸1g/L,50℃,20min)→冷水洗(10min)→高温皂洗(皂洗剂Argacel SW 1g/L,95℃,15min)→第二次高温皂洗(皂洗剂Argacel SW 1g/L,95℃,15min)→热洗(80℃,10min)→冷水洗(10min)→冷水洗(10min)。
2.2.2 RP酶洗工艺
染色织物→冷水洗(10min)→酸洗(冰醋酸1g/L,50℃,20min)→高温皂洗(皂洗剂Argacel SW 1g/L、95℃、15min)→RP酶洗(RP酶0.2~1g/L,75~95℃,5~25min)→冷水洗(10min)。
3 试验与结果讨论
3.1试验用染色织物准备
为了使探讨的RP酶洗涤工艺具有实用性,选刚了M型活性染料中有代表性的深三原活性黄M-3RE、活性红M-3BE、活性深蓝M-2GE和活性黑B-ED,按2.1.1、2.1.2进行染色。染毕,经水洗、烘干后备用。分别测定4只染料染色织物λmax及表观色深K/S值如下:
表1 染色织物的zui大吸收波长及表面色深值
3.2 RP酶浓度确定
分别取相同重量的3.1染色织物,按2.2.2 RP酶洗工艺程序,浴比1:30,85℃洗涤15min,变化RP酶浓度,分别测其残液吸光度、织物K/S值和色牢度。
3.2.1 RP酶浓度变化对织物表面色深值的影响
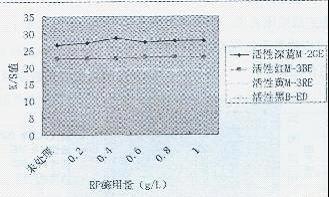
将测得的织物K/S值作图如下:
图1 RP酶浓度变化对织物表面色深K/S值的影响
从图1可知:酶洗后织物表面色深值变化不明显,且随着RP酶刚量的增加,织物表面色深值也基本不变。这可能是染色织物经高温皂洗后,表面浮色已去除,RP酶有效地去除了残留于纤维制品内部的浮色,所以织物表面色深值变化不明显。活性深蓝M-2GE和活性黑出现一定的波动,可能原因是染色织物不均匀所致。试验结果还表明染色织λmax术发生改变,这说明RP酶洗不会改变染色织物的色光。
3.2.2 RP酶浓度变化对洗涤残液色度值的影响
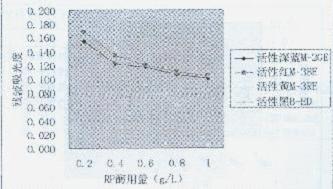
将测得的残液吸光度值作图如下:
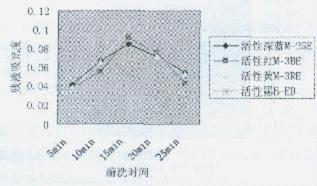
图2 RP酶浓度变化对残液色度的影响
从图2可知,酶洗残液吸光度值随着RP酶用量增加而降低,但降低的趋势不尽相同,当RP酶用量超过0.6g/L后,活性红M-3BE、活性深蓝M-2GE、活性黑B-ED三只染料的残液色度值已较低,且随RP酶用量提高降低趋势缓慢,这表明酶的用量再增加已无意义,即RP酶用量可选在0.6~0.8g/L;活性黄M-3RE随着RP酶用量的提高,残液吸光度值明显降低,当超过0.4g/L后残液吸光度值已较低,超过0.6g/L已很低,所以当以活性黄M-3RE染料为主色时,RP酶的浓度定在0.4~0.6g/L即可。
3.2.3 RP酶浓度变化对染色织物色牢度的影响
当RP酶浓度≥0.6g/L时,4只染料的原样变褪色牢度均达4.5级、白布沾色牢度达4级,干摩牢度达4~5级,湿摩牢度达3级。当RP酶浓度≤0.4g/L各项牢度都较低。
综合织物表面色深值、残液色度与色牢度等因素,RP酶浓度定为0.6g/L。
3.3 RP酶洗涤时间确定
分别取相同重量的3.1染色织物,按2.2.2 RP酶洗工艺程序,浴比1:30,RP酶浓度0.6g/L,85℃下洗涤,变化洗涤时问,测定残液吸光度、织物K/S值和色牢度。
3.3.1 RP酶洗涤时间对织物表面色深K/S值的影响
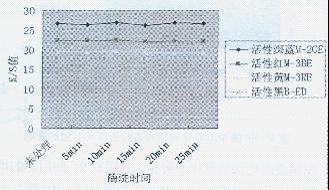
将测得的织物K/S值作图如下:
图3酶洗时间对织物表面K/S值的影响
从图3可知:随着酶洗时间的增加,织物表面色深值基本不变,同理说明RP酶对纤维制品内部浮色的作用不会影响织物表面色深值。实验结果还表明,处理后染色织物的λmax不变。
3.3.2 RP酶洗涤时间对洗涤残液色度值的影响
将测得的残液吸光度值作图如下:
图4酶洗时间对残液色度的影晌
从图4可知:酶洗残液色度值随洗涤时间变化呈波峰型,洗涤时间在15分钟左右残液色度zui深,低于10min色度较浅,高于20min色度值降低,推测其原因是在酶洗前15min织物内部不断溶出浮色,且溶出的速度比RP酶的消解速度快,所以随着时问增加,残液色度增加,并出现zui高值,但超过15min钟后,织物上的浮色越来越少,溶出速度越来越小,在酶的消解下,残液色度越来越低,超过20min残液色度已非常低,所以从减少污水色度出发,RP酶洗时间控制在20min为宜。
3.3.3 RP酶洗涤时间对染色织物色牢度的影响
当RP酶洗涤时间≥15分钟后,织物的原样变褪色牢度都能达4~5级,白布沾色牢度4级以上,干摩牢度均达4~5级,湿摩牢度达3级以上。当RP酶洗涤时间≤10分钟,各项牢度都偏低。
综合织物表面色深值、残液色度及织物色牢度等因素,RP酶洗涤时间定为20分钟。
3.4 RP酶洗涤温度确定
分别取相同重量的3.1染色织物,按2.2.2 RP酶洗工艺程序,浴比1:30,RP酶0.6g/L,在75℃、85℃、95℃下洗涤20min,测其残液吸光度值、织物K/S值及色牢度。
来源: 印染在线


 企业直播推荐
企业直播推荐




供应模拟对讲机价格
型号:BF-500宁波万能材料拉力试验机批发
国产数字集群通信系统报价
宁波显微维氏硬度计维修
集群数字对讲机多少钱
型号:BF-TD930